Bending 4mm Aluminium Sheet

Bending

5754 5052 6061 H32 H34 90 Degree Bend 3mm Aluminium Sheet Buy Bending Aluminum Sheet 2mm 3mm 4mm Aluminum Sheet Reflective Aluminum Sheet Product On Alibaba Com

Aluminium Aluminum Sheet Bending L Type U Type Sitaram Industries Id 6792768533
The Bending Of Aluminum Sheet With Different Thickness Haomei Aluminium Plate

How To Bend Sheet Metal 13 Steps With Pictures Wikihow

Run Away Brainz Diy How To Bend Aluminium The Easy Way With A Home Made Brake And A Few Tricks Sheet Metal Bender Metal Working Tools Diy
Sheet metal brakes and aluminium siding brakes place clean bends on sheet aluminium.
Bending 4mm aluminium sheet.

How To Choose Cut And Bend Sheet Metal Make
Aluminium Sheets Plates Chequer Plates 1st Choice Metals

Online Calculator Of Sheet Metal Bend Deduction And Flat Length Gasparini Industries

China 3mm 4mm Unbreakable Bent Aluminium Composite Panel Acm Color Customized China Aluminum Plate Composite Wall Panels
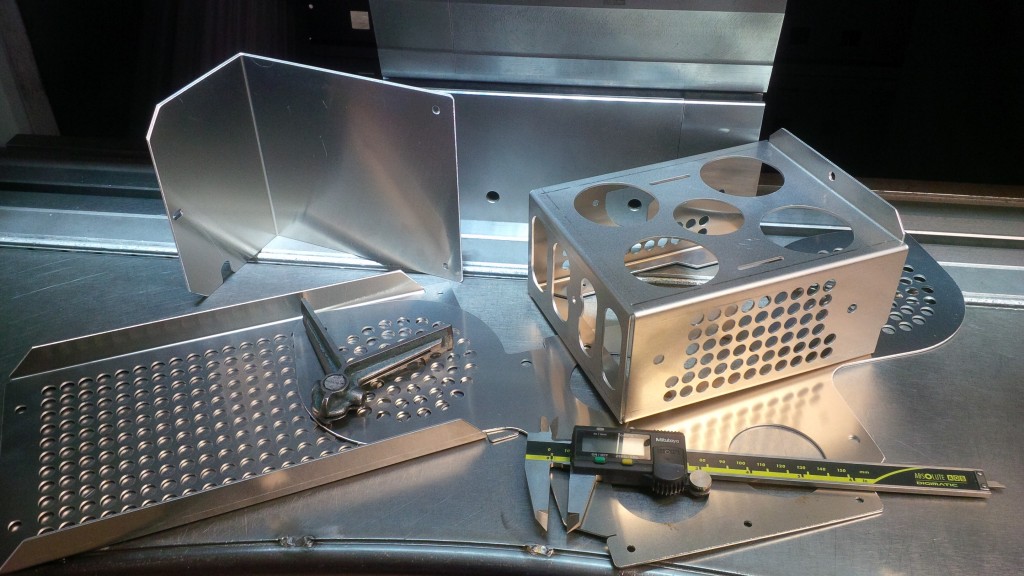
Sheet Metal Bracket Archives

Aluminium Sheetmetal Bending Forming Product Material Aluminum Alloy Sheet Thickness 1 5mm Siz Aluminum Sheet Metal Sheet Metal Fabrication Metal Bending

Pin On Cnc Bending Sheet Metal Work Components And Projects

V Shape Sheet Metal Bending Services In Mundka New Delhi Lrg Steel Concept Private Limited Id 21827877588

Here Are The Best Aluminium Alloys For Bending Shapes

Australian Land Rover Owners
4mm Aluminium Sheet 1st Choice Metals

Manual Bending Machine Mb 3150mm Bending Of The Roofing Element Youtube

U Shape Sheet Metal Bending Services In Mundka New Delhi Lrg Steel Concept Private Limited Id 21827810162

Pin On Al Alloy Sheet

Aluminium And Mild Steel Sheet Metal Brackets Manufactured Especially For You Steel Sheet Metal Mild Steel Sheet Aluminum Sheet Metal

Sheet Metal Work In Great Britain By V And F Sheet Metal Sheet Metal Work Sheet Metal Fabrication Metal Working

This Homemade Bending Tool Makes A Cheaper Alternative For Your Expensive Metal Bending Machines Metal Bending Sheet Metal Bender Metal

6061 Bending Aluminium Tubing Ultrasonic Cleaning For Home And Furniture Decoration
Https Encrypted Tbn0 Gstatic Com Images Q Tbn 3aand9gcqjgki51otyzjxpf5ppdigy Rzosrvml8 Bherrk0w Usqp Cau

How To Bend Steel Plate Without A Brake Youtube

4mm Hydraulic Plate Bending Machine 10ft Sheet Metal Bender Cnc Press Brake 3 Meters 80 Tons Metal Pl Press Brake Tooling Hydraulic Press Brake Cnc Press Brake

Home Diy Metal Acrylic Bending Machine Project Metal Bender Sheet Metal Bender Sheet Metal
Barnshaws Aluminium Bending Information Capability Capacity
Aluminium 6000 Series Information Guide 1st Choice Metals
Source : pinterest.com
